Streamlining Storage and Transport: An Introduction to Rolltainers, Cage Trolleys and Roll Containers
Rolltainers—also referred to as roll containers, roll cages, and cage trolleys—are indispensable in modern logistics, retail, and industrial settings. These mobile units provide a secure, efficient method of moving goods from one location to another, whether across a warehouse, between retail floors, or within a delivery vehicle. Designed to reduce manual handling, protect merchandise, and improve workflow, rolltainers are used extensively across South Africa’s supply chains. We offer a comprehensive selection of rolltainers for sale, tailored to meet the exacting demands of professionals across multiple sectors.
Understanding the Product Range: What Defines a Rolltainer
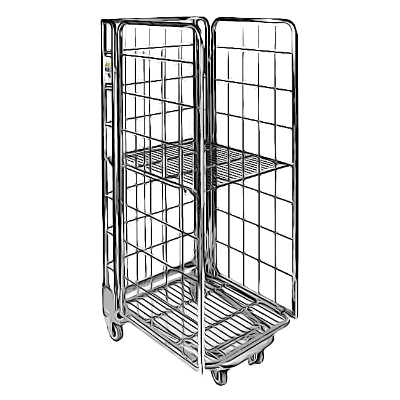
A rolltainer typically comprises a robust steel frame mounted on castors, enclosed by mesh or panelled sides to secure the contents during movement. These units come in various configurations—two-sided, three-sided, and four-sided—to accommodate different cargo types and handling preferences. Some models include loose or fixed internal shelves, allowing for layered storage, while others are fully enclosed security rolltainers equipped with lockable doors to prevent tampering or theft. The range can include lightweight models for low-load use, heavy duty cage trolleys for larger items, and nestable or demountable designs for easy storage when not in use.
Core Applications Across Industries
The versatility of rolltainers makes them a mainstay across numerous sectors. In retail environments, cage trolleys are used to move fast-moving consumer goods (FMCGs) from storerooms to shelves quickly and safely. They make picking and packing in warehousing more efficient by allowing workers to collect orders quickly. Logistics companies rely on roll containers to keep deliveries organised and secure while they are in transit. Meanwhile, the hospitality and healthcare sectors employ roll cages for distributing linens, cleaning supplies, and waste materials. From the backroom to the customer's floor, these tools help maintain order, security, and efficiency.
Selecting the Right Model for Your Operations
When choosing a rolltainer, businesses must consider several practical factors. Load capacity is key; while budget rolltainer trolleys might suffice for lightweight items, operations involving bulkier or heavier goods require models with reinforced frames and higher weight tolerances. Security is another consideration—especially in environments where goods are high-value or easily pilfered. A full security roll container, equipped with a hinged lid and lockable doors, provides peace of mind in these settings. Space constraints also play a role: nestable or demountable units reduce clutter when not in use, which is beneficial in space-limited areas. Finally, material choice, wheel configuration, and internal shelving can influence both ease of use and longevity.
Performance in Varied Environments: Indoor and Outdoor Use
Rolltainers and cage trolleys are predominantly used indoors, but many models are built to perform reliably outdoors as well. Durable construction materials and rust-resistant finishes ensure longevity even when exposed to the elements. This makes them suitable for outdoor loading docks, open-air storage zones, and deliveries conducted in challenging weather conditions. Environments that transition between interior and exterior uses—such as factories, warehouses, and distribution centres—benefit from these hybrid capabilities, ensuring the same trolley can be used across multiple stages of the supply chain.
Features That Deliver Tangible Benefits
The standout features of rolltainers translate into real-world advantages. High-quality wheels—available in tough nylon, rubber, or sandwich construction—ensure smooth movement across a range of surfaces. Rubber wheels offer quiet operation, which is particularly valuable in retail or hospitality settings, while sandwich wheels reduce vibration and provide stability on uneven ground. Internal shelving improves organisation and prevents product damage during transit. Lockable designs enhance security, reducing shrinkage and increasing accountability. Moreover, the modular nature of many roll cage trolleys allows them to be adapted to changing operational needs, offering long-term value and versatility.
Materials and Durability Considerations
Roll containers are primarily constructed from bright zinc-plated steel, chosen for its combination of strength, resistance to corrosion, and suitability for hygienic environments. This makes them appropriate not only for heavy-duty applications but also for sensitive sectors such as pharmaceuticals and food distribution. Plastic-base models are also available and are ideal where cleanliness is a top priority. The overall construction prioritises both durability and safety, with smooth-welded joints and reinforced edges that minimise the risk of injury or product damage.
Caring for Your Roll Containers
Rolltainers are engineered to be low maintenance, but some basic care helps to extend their service life. Regular cleaning—particularly in environments handling food or medical goods—is essential. Wheels should be checked periodically for debris or wear, and brake mechanisms inspected to ensure safe operation. Demountable or foldable models should be handled with care during assembly and storage to prevent wear on joints and clips. With proper upkeep, a high-quality roll cage trolley will offer reliable performance for years to come.
Compliance and Standards in South Africa
Although rolltainers are not subject to heavy regulation in South Africa, products designed for industrial and commercial use should comply with workplace safety standards. Models meet local expectations for quality and robustness, ensuring they are suitable for use in retail, manufacturing, and warehouse environments. Businesses handling regulated goods, such as pharmaceuticals or chemicals, should select models that meet hygiene and security requirements specific to those sectors.
An Investment in Efficiency and Safety
Whether you are purchasing your first set of rolltainers or expanding an existing fleet, these units represent a sound investment in operational efficiency and safety. The price of rolltainers varies depending on the features required—security enhancements, shelving, demountable components—but the long-term value remains high across all models. For those looking for budget-conscious solutions, our entry-level units deliver performance without compromising on quality. Roll off container manufacturers continue to innovate, and we remain committed to offering competitive roll off container prices without sacrificing build integrity or reliability.
Nationwide Availability from SupplyWise
We supply cage trolleys and rolltainers across South Africa, with delivery coverage extending to most regions. Our distribution network reaches Johannesburg (including Soweto, Sandton, Germiston, Roodepoort, and Midrand), Pretoria, Durban (and surrounding areas such as Umhlanga and Pinetown), and Cape Town (as well as Bellville, Stellenbosch, and Paarl). We also service East London, Bloemfontein, Gqeberha (Port Elizabeth), Pietermaritzburg, Polokwane, Kimberley, Rustenburg, Kathu, and Nelspruit (Mbombela). Most towns across Gauteng, KwaZulu-Natal, the Western Cape, Eastern Cape, Free State, North West, Limpopo, Mpumalanga and the Northern Cape are included in our delivery zones. While lead times may vary for outlying areas, we strive to provide efficient and reliable service across the country.